Showing 1–12 of 51 results
-
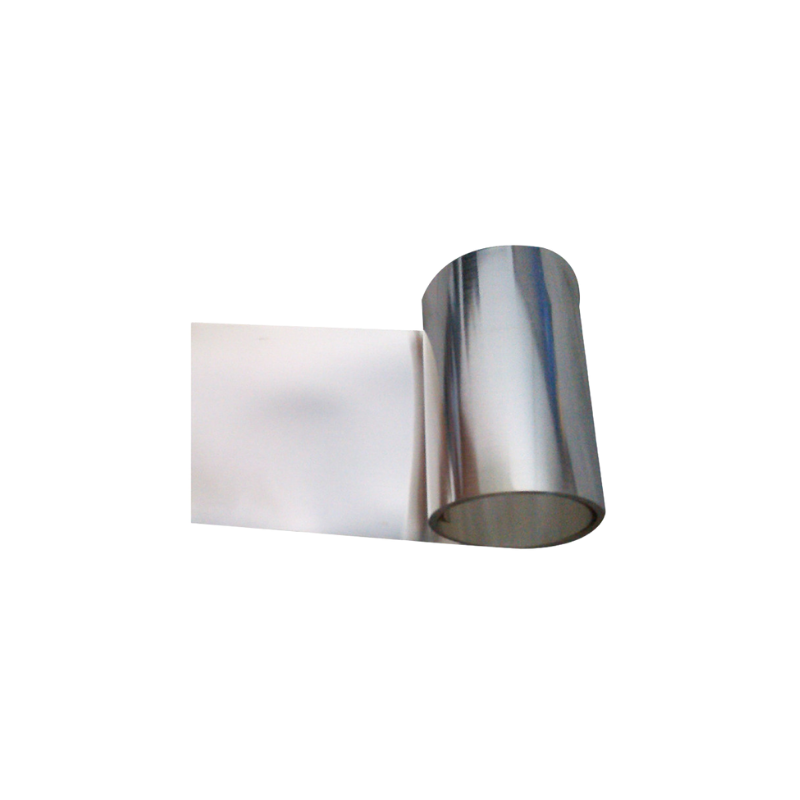
- High Electrical Conductivity: Silver foil is renowned for its superior electrical conductivity, making it essential for electronic components such as circuits and connectors.
- Excellent Thermal Conductivity: Silver has excellent thermal conductivity, allowing it to efficiently transfer heat, making it useful in applications that require heat dissipation.
- Corrosion Resistance: Silver foil is resistant to oxidation and corrosion, which ensures its longevity even in harsh environments.
- Malleability and Ductility: Silver foil is highly malleable, which allows it to be easily shaped into thin sheets or forms without breaking. This malleability adds to its versatility in various applications.
- Reflective Surface: Silver foil has a high reflective surface, which makes it ideal for use in optics and reflective coatings.
- Non-Toxic and Safe: Silver foil is non-toxic and safe for use in a wide range of applications, including food packaging and medical devices.
-

- Superior Conductivity: Offers unparalleled electrical and thermal performance, reducing energy loss and enhancing efficiency.
- Versatility: Suitable for a wide range of industries, from electronics to fine arts.
- Customizability: Available in various diameters, purities, and forms to meet specific application requirements.
- Long-Lasting Performance: Highly durable with excellent resistance to wear and environmental degradation.
- Eco-Friendly: Recyclable and environmentally sustainable, supporting green manufacturing practices.
- High Bonding Strength: Provides reliable connections in electrical and thermal applications, ensuring consistent performance.
-
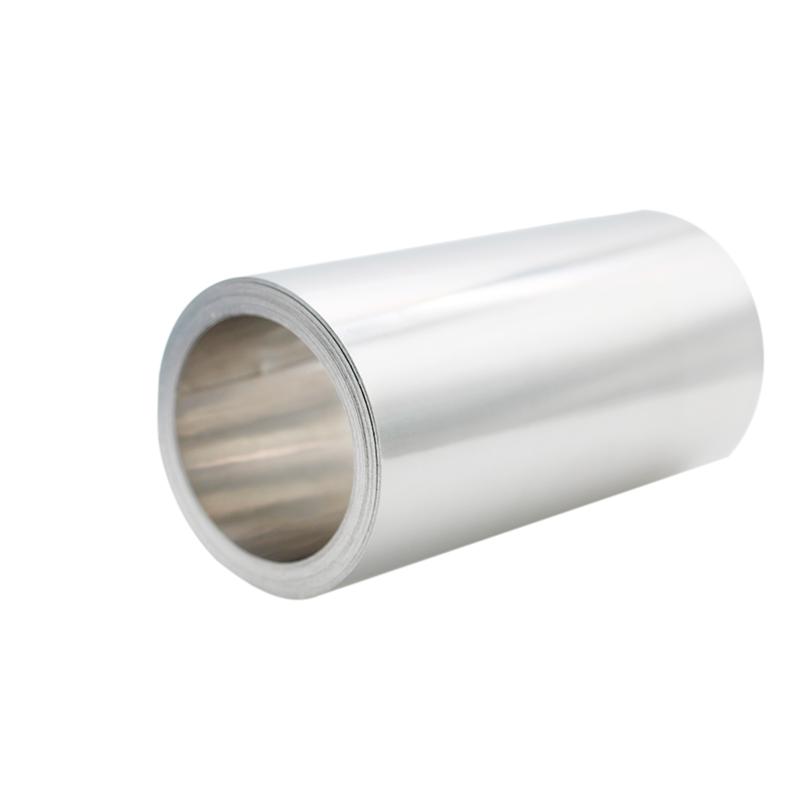
- Lightweight: Aluminium foil has a low density, making it an ideal choice for weight-sensitive applications.
- High Thermal and Electrical Conductivity: Excellent heat and electricity conduction properties make it suitable for insulation and electronic components.
- Corrosion Resistance: Aluminium foil forms a natural oxide layer that provides strong protection against corrosion.
- Ductility: Aluminium foil is highly malleable, allowing it to be formed into various shapes and sizes.
- Reflectivity: Its reflective surface helps in heat insulation and decorative applications.
-

 – Tinsan Materials")
- High Electrical Conductivity: Aluminium has about 60% of the conductivity of copper, which makes it a suitable alternative for power transmission and electrical systems, especially when the weight is a concern.
- Lightweight: Aluminium wire is much lighter than copper wire, which makes it easier to handle, transport, and install, especially in large-scale projects like power lines and electrical cables.
- Corrosion Resistance: Aluminium forms a natural oxide layer when exposed to air, which protects it from corrosion and enhances its durability in outdoor and harsh environments.
- Malleability and Ductility: Aluminium wire can be easily drawn into thin wires or bent into shapes without breaking, offering flexibility for various uses, especially in flexible cabling applications.
- Thermal Conductivity: Aluminium wire has good thermal conductivity, making it suitable for applications where heat dissipation is necessary, such as in electrical power transmission and electronic components.
- Recyclability: Aluminium is 100% recyclable, maintaining its material properties without degradation, making it a sustainable choice for industries seeking environmentally friendly solutions.
-

- High Purity: Gold foil is typically made from high-purity gold, often 99.99% pure or greater. The high purity ensures excellent performance in sensitive applications such as electronics and medical devices.
- Malleability and Ductility: Gold is one of the most malleable and ductile metals, which means it can be easily shaped or stretched without breaking. This property makes gold foil ideal for precise applications where flexibility and thinness are required.
- Excellent Electrical Conductivity: Gold foil has superior electrical conductivity, making it ideal for use in high-performance electronic devices such as connectors, semiconductors, and microelectronics.
- Corrosion and Oxidation Resistance: Gold’s natural resistance to corrosion and oxidation makes gold foil an excellent choice for applications exposed to harsh environments. It does not tarnish, rust, or corrode, ensuring long-term durability and reliability.
- Thermal Conductivity: Gold foil offers high thermal conductivity, which is useful in heat dissipation applications in electronic devices and aerospace technology, where managing heat is critical.
- Biocompatibility: Gold is biocompatible, meaning it is safe for use in medical and dental applications. It does not cause adverse reactions in the body, making it ideal for implants and other medical devices.
- Reflectivity: Gold foil has excellent optical reflectivity, especially in infrared wavelengths, making it valuable in specialized coatings and mirrors for scientific instruments, telescopes, and other optical applications.
-

- Reliability in Electronic Applications: Gold wire is known for its reliability, especially in wire bonding used for semiconductor devices and microelectronics. The high resistance to corrosion ensures that the connections remain intact over time, even under extreme conditions.
- Long Service Life: Due to its resistance to corrosion and wear, gold wire has a long operational life, reducing the need for frequent replacements or repairs.
- Precision and Flexibility: Gold wire can be produced in various diameters, including ultra-fine wires, making it highly versatile for different manufacturing processes. Its malleability allows it to be shaped and adapted for precision applications.
- Improved Performance: With its superior conductivity and resistance to corrosion, gold wire ensures better performance and higher yield rates in electronic assemblies, reducing the risk of failures due to poor electrical connections.
-


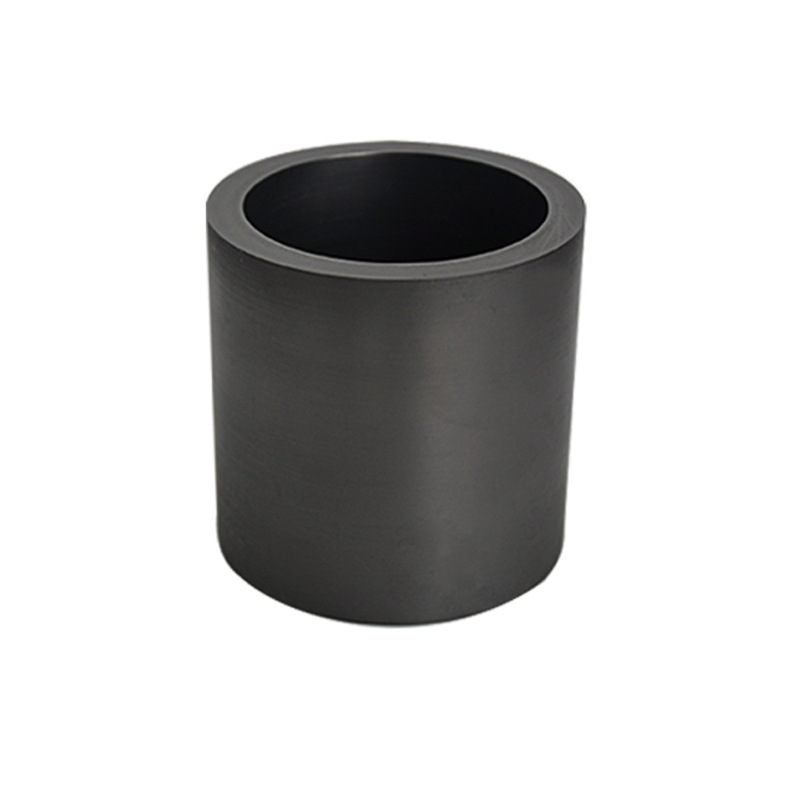
- High Thermal Conductivity: Boron nitride exhibits excellent thermal conductivity, which helps in evenly distributing heat within the crucible, ensuring uniform melting and preventing hot spots in high-temperature applications.
- High-Temperature Resistance: BN crucibles can withstand temperatures up to 3000°C in an inert atmosphere, making them ideal for high-temperature processes like metal melting, sintering, and crystal growth.
- Chemical Inertness: BN crucibles are highly resistant to chemical corrosion, including resistance to molten metals, acids, and alkalis, making them ideal for use in aggressive chemical environments.
- Low Thermal Expansion: Boron nitride has a low coefficient of thermal expansion, which minimizes the risk of cracking and warping under thermal stress and temperature fluctuations.
- Electrical Insulation: BN possesses excellent electrical insulation properties, which can be beneficial in applications where electrical conductivity must be minimized.
- Non-Toxic and Environmentally Friendly: Unlike some other high-performance materials, boron nitride is non-toxic and environmentally safe, making it a preferred choice for many industries.
-

- Outstanding thermal and chemical stability at high temperatures
- Excellent thermal conductivity for uniform heating
- Resistant to thermal shock and capable of rapid temperature changes
- Low reactivity and non-wetting with most metals, minimizing contamination
- Available in a range of shapes and sizes to accommodate various industrial needs
-
- Magnetic Properties: Cobalt is ferromagnetic, meaning it can retain magnetization, making cobalt foil ideal for applications requiring strong and stable magnetic fields. It is often used in magnetic recording media, electric motors, and magnetic shields.
- Corrosion Resistance: Cobalt foil offers excellent resistance to corrosion, especially in harsh environments such as high humidity, acidic conditions, and exposure to alkalis. This makes it a suitable material for use in chemical processing and marine environments.
- High Strength and Durability: Cobalt has a high tensile strength and is resistant to wear and tear. The durability of cobalt foil makes it a reliable choice for high-stress applications, including components exposed to high mechanical loads.
- High Melting Point: Cobalt has a relatively high melting point of 1,495°C (2,723°F), making cobalt foil suitable for high-temperature environments such as those found in aerospace, electronics, and industrial applications.
- Thermal Stability: Cobalt foil exhibits excellent thermal stability, retaining its strength and performance under a wide range of temperature conditions. It is often used in applications where materials are exposed to high temperatures and fluctuating thermal environments.
- Biocompatibility: Cobalt is biocompatible, making cobalt foil suitable for use in certain medical and dental applications. It is used in implants, prosthetics, and other devices where contact with the human body is required.
-
- Magnetic Excellence: Superior magnetic saturation and coercivity make cobalt wire ideal for permanent magnets and magnetic sensors.
- High Temperature Performance: Retains mechanical and magnetic properties at elevated temperatures, suitable for high-heat applications.
- Long Service Life: Outstanding wear resistance and corrosion protection ensure durability and longevity.
- Versatility: Available in various diameters, purities, and forms to suit diverse industrial and scientific needs.
- Customizability: Can be tailored for specific applications, including custom lengths, coatings, and alloys.
- Environmentally Stable: Resists degradation in extreme environments, such as marine or chemically aggressive settings.
-


- Excellent thermal conductivity for rapid and even heating
- Suitable for metals with lower melting points and temperature-sensitive processes
- Versatile shapes and customizable sizes available for diverse applications
- High electrical conductivity for electrochemical processes
-
- High Electrical Conductivity: Copper foil is known for its excellent electrical conductivity, making it ideal for use in electrical and electronic applications. It allows the efficient flow of electrical current with minimal resistance, which is crucial in devices like circuit boards, power systems, and transformers.
- Thermal Conductivity: Copper is one of the best materials for heat conduction. Copper foil efficiently dissipates heat, making it essential in applications such as heat sinks, thermal management, and cooling systems.
- Corrosion Resistance: Copper foil naturally forms a protective oxide layer on its surface, which helps resist corrosion, especially in environments exposed to moisture or chemicals. This makes copper foil durable and suitable for a range of industrial applications.
- Malleability and Ductility: Copper foil is highly malleable and can be easily formed into various shapes and sizes without cracking. This flexibility allows for diverse uses in manufacturing, especially for flexible printed circuits and various packaging applications.
- Lightweight: Copper foil is lightweight, making it easy to handle and transport. Despite its lightness, it maintains excellent mechanical strength and durability, making it an attractive option for many industries that require both strength and weight reduction.
- Recyclability: Copper is 100% recyclable without losing its properties. This makes copper foil an environmentally friendly choice, as it can be reused multiple times, reducing waste and supporting sustainable practices.